




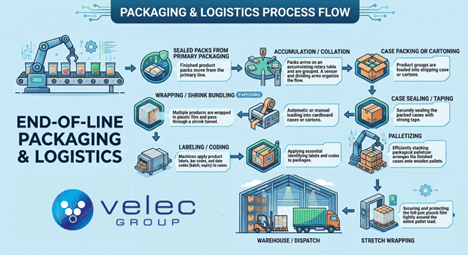
End-of-line packaging solutions cover everything that happens after primary packaging and before a finished pallet leaves the facility. Once products exit the thermoformer, flow wrapper, or tray sealer, they still need to be grouped, packed, secured, and prepared for transport.
The process usually involves three core stages: case or carton packing, secondary wrapping or bundling, and palletizing with final load stabilization. While upstream machines seal the product, end-of-line systems determine how efficiently that product moves into distribution.
In most food packaging operations, this section of the line concentrates the most manual labor. For that reason, automation at the end of the line often produces the fastest operational payback. The sections below outline the main types of end-of-line packaging equipment and how to select the right configuration for your line.
What Are End-of-Line Packaging Solutions?
Not every packaging line includes every stage shown above. A small food producer may move directly from primary packaging into manual case packing and hand-stacked pallets. A high-volume retail packaging operation may run a continuous automated sequence from collation through robotic palletizing with minimal human involvement. The appropriate end-of-line configuration depends primarily on line throughput, SKU variety, labor availability, and retailer or distributor shipping requirements.
Conveyors typically connect each stage of the process, routing product between equipment and allowing accumulation when upstream machines run faster than downstream equipment.
For more details on conveyor integration across packaging stages, see: https://www.velecsystems.com/en/solution_technique/conveyors/
Case Packing Systems
System Type |
Speed Range* |
Best Suited For |
How It Works |
|---|---|---|---|
Top-load case packer |
10–30 cases/min |
Rigid trays, thermoformed packs, fragile products |
Robot or pick-and-place gently loads products vertically into open cases |
Side-load / wrap-around |
15–40 cases/min |
Uniform rectangular packs, high-speed continuous motion lines |
Carton blank wraps around grouped products to form the case |
Drop packer |
20–50 cases/min |
Rigid products that can withstand free fall, with limited positioning control |
Products drop into pre-formed cases using gravity |
Robotic case packer |
10–35 cases/min |
Flexible robotic loading (top or side), ideal for mixed SKUs and frequent changeovers |
Multi-axis robot loads cases with programmable patterns |
Case packing is the first major step in end-of-line packaging. Individual sealed packs coming off the primary machine must be grouped into a shipping case that protects them through distribution.
Top-load case packers handle the widest variety of food packaging formats. Products are picked and placed vertically into cases, minimizing lateral forces that could damage delicate packs. This approach works well with thermoformed trays, vacuum packs, and other fragile products.
Wrap-around or side-load systems are designed for higher-speed operations with consistent product dimensions. Instead of inserting products into an existing case, the machine folds a flat carton blank around the product group. These machines run quickly but require uniform pack geometry.
Robotic case packers offer the most flexibility. A multi-axis robot can handle different product formats and case patterns without mechanical changes. This makes them suitable for operations that run several SKUs on the same packaging line.
Food-grade installations typically use stainless-steel construction with washdown-rated enclosures to meet hygiene standards.
Explore related equipment: Robot integration for packaging lines: https://www.velecsystems.com/en/solution_technique/robot-solutions/
Wrapping & Bundling Options
Secondary wrapping is not used on every packaging line, but when it is present it usually serves one of three purposes: creating retail multipacks, stabilizing grouped products, or providing a printable surface for branding.
Shrink bundling
Shrink bundling groups products and wraps them in shrink film. After wrapping, the bundle passes through a heated tunnel that shrinks the film tightly around the product group. This approach is common for retail multipacks such as sausage packs or trays intended for club stores.
Typical speeds range from 15–30 bundles per minute, depending on product size and grouping pattern.
Stretch banding
Stretch banding secures products using an elastic band instead of full film coverage. The method reduces material consumption but requires stable product stacks that can remain aligned without full film support. Stretch banding is often used in wholesale or foodservice distribution environments.
Sleeve wrapping
Sleeve wrapping places a cardboard sleeve around a group of products. The sleeve may include printed branding or regulatory labeling information. Compared with shrink wrapping, sleeve systems run more slowly but provide stronger shelf presentation for retail packaging.
The selection among these methods usually depends on retailer requirements, packaging presentation goals, and film or material cost targets.
Palletizing — Manual vs Robotic
Factor |
Manual Palletizing |
Conventional Palletizer |
Robotic Palletizer |
|---|---|---|---|
Throughput |
3–6 pallets/hour |
15–40+ pallets/hour |
10–25+ pallets/hour |
Labor required |
2–4 operators |
1 operator |
1 operator |
Changeover time |
Immediate / operator-dependent |
15–30 min |
2–5 min |
Footprint |
Small |
Large |
Medium |
Product flexibility |
High |
Moderate |
High |
Capital cost |
Low |
Medium–High |
High |
Best suited for |
Low volume |
High volume, low SKU variability |
Multi-SKU, flexible operations, evolving production |
Palletizing is typically the final automated stage of end-of-line packaging equipment. Cases leaving the packing stage must be stacked into stable pallet loads that meet warehouse and transport requirements.
Manual palletizing remains common in small production environments. Operators stack cases by hand according to the required pallet pattern. While flexible, this method becomes physically demanding once output exceeds a few pallets per shift.
Manual stacking is also one of the most frequent sources of repetitive strain injury in packaging facilities.
Conventional palletizers, sometimes called column palletizers, stack cases mechanically using layer-forming mechanisms. They are designed for high-volume operations with consistent case sizes and limited SKU variation. These machines can achieve higher throughput than robotic systems but require mechanical adjustments when case patterns change.
Robotic palletizers use articulated robots to build pallet loads. The stacking pattern is controlled by software rather than mechanical guides. As a result, format changes typically require only a program adjustment.
This flexibility makes robotic palletizing particularly effective for packaging lines that handle multiple SKUs or varying case sizes. Hygienic robotic palletizers are also available for food production environments where washdown conditions are required.
Learn more about palletization systems: https://www.velecsystems.com/en/solution_technique/end-of-line-packaging-solution/palletization/
Choosing the Right End-of-Line Packaging Configuration
The correct end-of-line packaging system depends largely on line speed and product variety. The guidelines below provide a quick way to estimate which configuration may suit your operation.
Lines producing fewer than 15 packs per minute
Manual case packing combined with a semi-automatic case erector is often sufficient at this scale. Operators can pack products into cases while maintaining manageable labor requirements. A palletizer may only become necessary if production generates more than six pallets per shift.
Lines producing 15–60 packs per minute
At this throughput, automated case packing typically becomes economically justified. A top-load case packer paired with a conventional palletizer can manage this production range effectively.
Operations running several SKUs may benefit from a robotic case packer, which reduces downtime associated with format changeovers.
Lines producing more than 60 packs per minute
At higher speeds, automation becomes essential. The packaging line will generate cases faster than operators can handle manually.
Typical configurations include:
- High-speed wrap-around or top-load case packing
- Automated case sealing
- Robotic palletizing
- Stretch wrapping for pallet stabilization
In these environments, the upstream machine’s cycle time generally determines the specification of the entire end-of-line system.
Multi-product packaging lines
Facilities running multiple product formats should prioritize flexibility. Robotic case packing combined with robotic palletizing reduces changeover time because format changes occur in software rather than through mechanical adjustments.
Every Velec end-of-line packaging system is configured to match upstream line speed, product format, and warehouse logistics requirements. Contact the engineering team to discuss a configuration suited to your facility.
Example of a complete automated line including end-of-line packaging: https://www.velecsystems.com/en/solution_complete/meat/sausage-line/
FAQ
What is end-of-line packaging?
End-of-line packaging refers to the equipment and processes that occur between the primary packaging machine and the finished pallet leaving the production area. These processes typically include product collation, case packing, wrapping or bundling, labeling, palletizing, and pallet stabilization.
The goal of end-of-line packaging is to prepare products for efficient storage and transport.
What is end-of-line packaging equipment?
End-of-line packaging equipment includes machines that handle secondary packaging and shipping preparation. Examples include:
- Case packers
- Case sealers
- Shrink wrappers
- Palletizers
- Stretch wrappers
These machines operate after the primary packaging stage and prepare finished products for warehouse handling and distribution.
What is the difference between case packing and cartoning?
Case packing places sealed primary packages into a shipping case used for transport and distribution.
Cartoning places individual products into a retail-ready carton that may appear on store shelves. Some packaging lines include both steps. Products may first be placed into a branded retail carton and then grouped into a shipping case through a case packing system.
Should I use robotic or conventional palletizing?
Robotic palletizing is generally preferred when a packaging line handles multiple SKUs or case sizes. Software-driven pallet patterns allow rapid changeovers with minimal downtime.
Conventional palletizers are better suited to operations that run large volumes of a single case format with limited changeovers.
Both approaches can be effective depending on throughput, product variety, and facility layout.
